 手机258|
手机258|





采购的一切问题都可以问采购专家小美!
企业营业执照已认证!
电话:0574-87476508
手机:15805840130
扫码通过手机查看

默认相册

粉末冶金厂家 ***高性能 液压 叶片式油泵转子的定制加工
粉末冶金制品 高硬度 *** 磷化发黑处理 定制加工
粉末冶金热处理 渗碳调质 高硬度 *** 制品的定做加工
锥齿 齿轮 双联齿带轮等传动件粉末冶金制品加工
粉末冶金 手动工具配件 剥线钳零配件 刀头 夹头 的定制加工
喷涂机配件高压喷嘴半圆不锈钢密封垫粉末冶金加工
渔具配件线轮双向棘轮的粉末冶金加工
不锈钢齿轮的粉末冶金订做加工
绞肉机配件多孔支架和齿轮的粉末冶金加工订做
碎纸机配件轴套 齿轮 隔片的粉末冶金加工订做

| 品牌 | 其他 | 型号 | 多种 |
| 扳手外形 | 其他 | 扳手头类型 | 其他 |
| 制式 | 公制 | 表面处理 | 发黑 |
| 材质 | 其他 | 特性 | 普通 |
| 驱动方头尺寸(inch) | 1/4 | 对边尺寸(inch) | 多种 |
| 全长 | 多种 | 手柄类型 | 直柄 |
| 重量 | 多种 | 加工定制 | 是 |
| 对边尺寸 | 多种 | 规格 | 多种 |
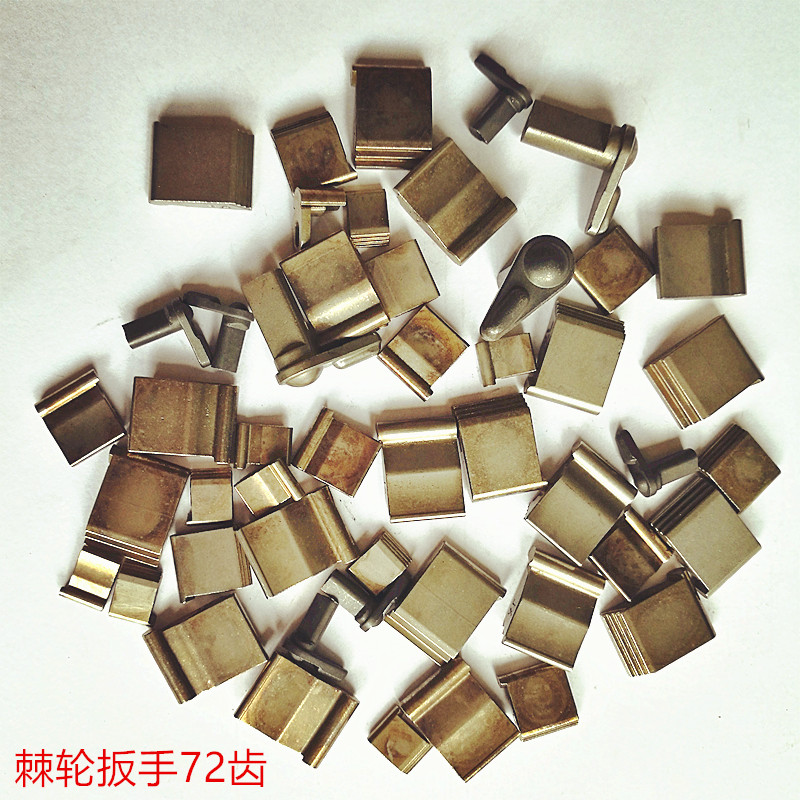
宁波粉末冶金棘轮扳手配件的生产
首先要确定粉末冶棘轮扳手配件的生产工艺:模具设计和原材料的确定-模具的制造-原材料混制-装模上机调试生产-压制毛坯网带炉烧结-机加工-热处理-去毛刺-防锈浸油-检验合格包装。
宁波粉末冶金棘轮扳手配件的生产制造,模具的设计和生产工艺要安排到位,棘轮扳手配件的材料设计很有讲究,粉末冶金棘轮扳手配件选择一般有这么三种,FC0208也就是普通的铜碳钢,做一些吃力不是很厉害的配件,比如拨钮,因为拨钮毕竟吃力不是很厉害,调节棘轮的顺时针和逆时针的运转,起到一个调节方向的作用。还有两种就是FN0208和FN0408预合金粉,也就是粉末冶金界俗称的AB合金粉和AE合金粉,这两种合金材料由厂家充分混制好的,材料合金性能好,无偏析,成分稳定,做出来的压制毛坯密度可以达到6.95以上,还可以采用温压技术,压制坯密度达到7.2.经过1120度30分钟的高温烧结后,金相结合牢固强度高。AE合金粉比AB合金粉含合金成份要高点,在强度要求比较高的棘轮扳手配件(棘轮、拨片、棘块)选材,粉末冶金***人士***要根据相关经验和材料性能适当选材。
再者粉末冶金齿圈在设计这块相当的重要,***而富有经验的设计师会把棘轮的齿部进行优化,在不影响棘轮性能的情况下使齿部的强度很大限度的提高。拨片、棘块、棘轮的压制密度要严格控制,一般在7.1克正负0.5克内变动,所以在压制工艺这块要严格监控,压制吨位数据设定范围***要准确。
其次看似简单的粉末冶金烧结工艺也相当有奥秘,粉末冶金棘轮扳手配件预合金粉在低于1120的温度小于高温区30分钟的烧结的状态下,棘轮扳手配件的合金性能就没有完全释放出来,那么他的强度就会差强人意的。
后粉末冶金棘轮扳手配件热处理硬度要控制得当,太低容易磨损强度不好,太高脆性大也会影响强度。
棘轮扳手配件制作的每道工艺设置好检验标准,终鑫伟邦生产出来的都是合格又美观的粉末冶金棘轮扳手配件产品。




